
一、簡介
壓瓦機設備也可稱為(wei) 輥式冷彎成型,即在一排串聯的成型軋機上,聯係通過金屬板和金屬板帶,順次使其彎曲,將平板加工成所需要的截麵形狀的塑性加工法。以前設備通過編碼器到達位置,停止送料軸進行衝(chong) 孔、剪切操作,效率比較低。本方案采用不停送料軸的情況下進行打孔、剪切。
二、工藝要求
壓瓦機在打孔、剪切的過程中主送料軸不停止。在成型的板材上孔距和孔數可以設定,板材的長度可以設定。主送料軸速度要大於(yu) 30m/min,板材長度誤差和孔距誤差小於(yu) ±1mm,送料軸隨時可以停止,啟動後在停止位置繼續運行。
三、方案
該控製係統主要采用維控人機界麵LEVI-700LK 兩(liang) 台,PLC主機采用LX3VE-1412MT4H兩(liang) 台。簡要方案如下:通過兩(liang) 套PLC和觸摸屏將打孔和剪切部分獨立,便於(yu) 單獨使用。打孔部分由於(yu) 尺寸不同采用非周期模式,通過高速比較啟動外部啟動信號。剪切部分通過外部傳(chuan) 感器和高速比較啟動外部啟動信號。
四、方案優勢
1.相對以前停切的方式提高了效率。
2.選用兩(liang) 套設備便於(yu) 獨立使用,便於(yu) 生產(chan) 不同的設備。
3.通過數據處理,實現斷電上電設備繼續運行不需要從(cong) 頭開始。
五、程序簡要介紹
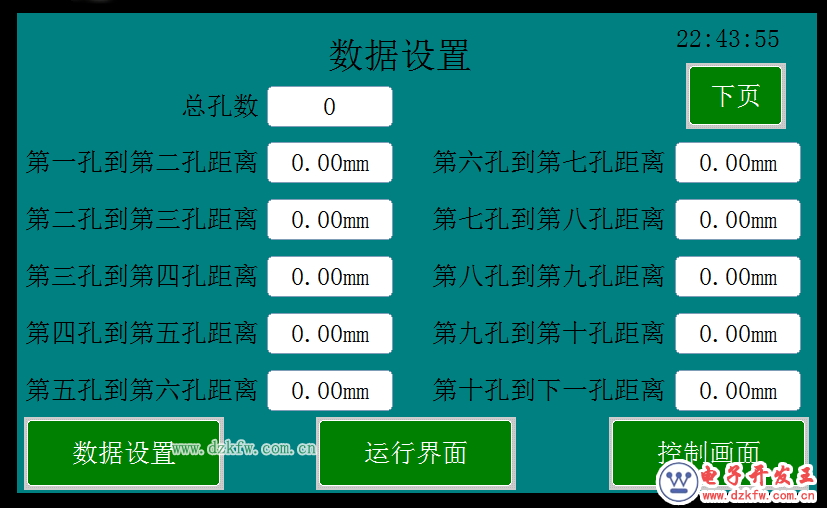
HMI程序:運行畫麵、數據設置、係統設置等畫麵。

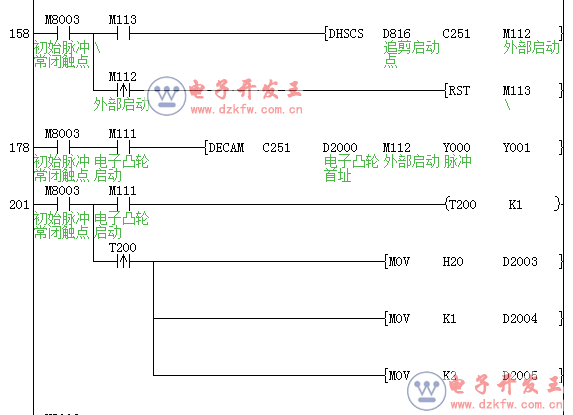
PLC部分程序:
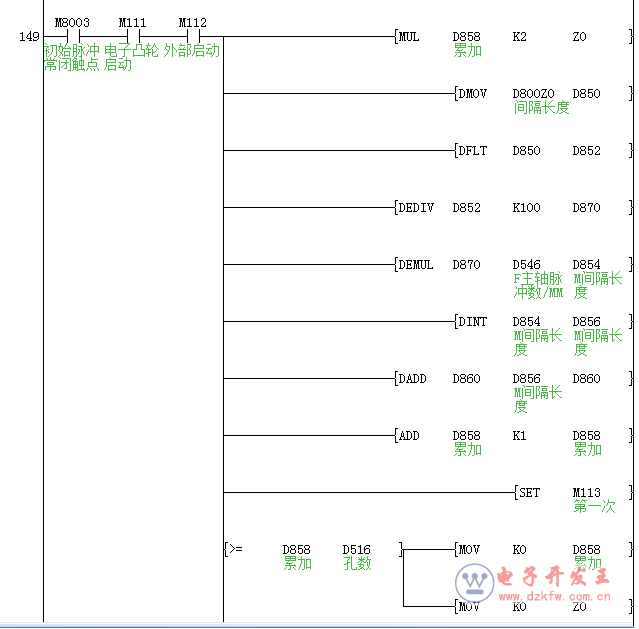
打孔部分數據處理
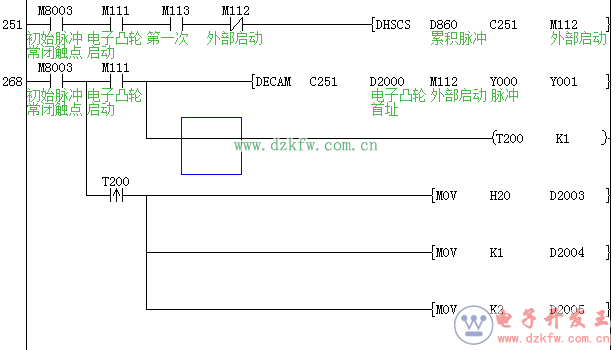
打孔部分電子凸輪運行啟動部分
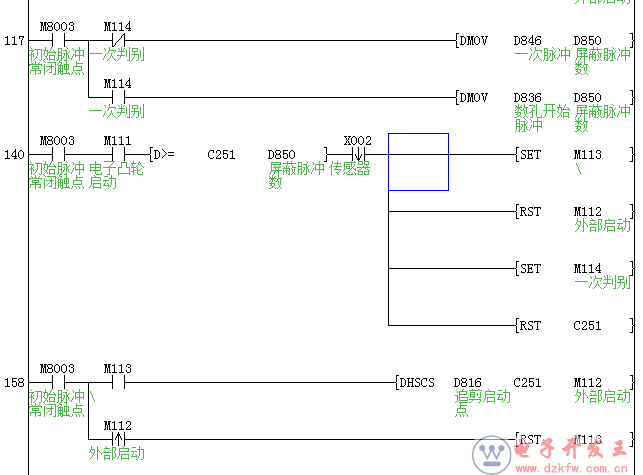
剪切部分數據處理
打孔部分電子凸輪運行啟動部分
六、工程總結
1、該係統打孔部分精度達到客戶要求,速度也可以達到客戶要求,速度上限受單個(ge) 板材上孔數的多少和液壓氣缸的動作時間的影響
2、該係統剪切部分可以達到客戶的要求,由於(yu) 為(wei) 了使打孔和剪切的獨立使用了外部傳(chuan) 感器受掃描周期的影響通過修改修正參數可以達到要求。
3、本工程通過參數的修改可以生產(chan) 不同尺寸的板材。
 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底