
1.確認設計任務書(shu)
三級皮帶運輸機分別由M1、M2、M3 3台電動機拖動,啟動時要求10s的時間間隔,並按M1、M2、M3的順序啟動;停止時要求30s的時間間隔,並按M3、M2、M1的順序停止。三級皮帶運輸機工作示意圖如圖7-22所示。三級皮帶運輸機主電路如圖7-23所示。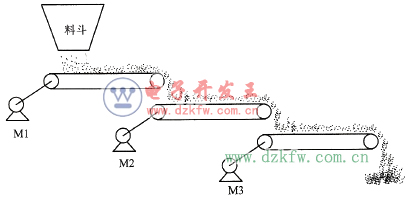
圖7-22 三級皮帶運輸機工作示意圖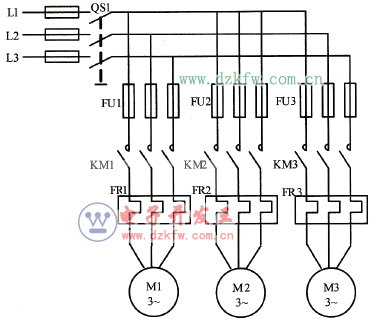
圖7-23 三級皮帶運輸機主電路圖
2.確定外圍I/O設備
(1)輸入設備:采用3個(ge) 按鈕,分別為(wei) 啟動按鈕、停止按鈕、急停按鈕;3個(ge) 熱繼電器。
(2)輸出設備:采用3個(ge) 接觸器分別控製3級皮帶的電動機。
3.選定PLC的型號
選用的PLC是西門子公司的S7-200係列PLC-CPU224。
4.編製輸入/輸出元件地址分配表
對輸入元件和輸出元件分配I/O地址,其分配表見表7-2。
表7-2 輸入/輸出元件地址分配表
5.硬件連接圖
本係統的工作電源采用24V DC源輸入、24V DC輸出的形式,根據外圍I/O設備確定PLC外部接線圖,如圖7-24所示。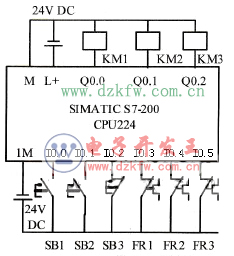
圖7-24 三級皮帶運輸機PLC外部接線圖
6.程序設計
(1)方法一:簡單指令編程方法
表7-3為(wei) 三級皮帶運輸機控製梯形圖。根據3台電動機啟動與(yu) 停止的順序可知,實際上I0.0啟動M1,I0.1停止M3,M1的停止、M2的啟動/停止以及M3的啟動都是由定時器產(chan) 生的脈衝(chong) 信號來實現操作,本例選用T37~T40這4個(ge) 100ms的定時器分別實現10s間隔定時和30s間隔定時。因為(wei) T37~T40是100ms定時器,所以可以使用自複位來產(chan) 生脈衝(chong) 信號,使編程更容易。建議讀者使用定時器時,盡量選用100ms的定時器。
表7-3的網絡1中,使用的是熱繼電器FR1、FR2、FR3的動合觸點。這是因為(wei) 在圖7-24所示的PLC外部接線圖中,熱繼電器以動斷觸點的形式接入電路中。當電動機正常工作時,熱繼電器不動作,I0.3、I0.4、I0.5的輸入端為(wei) “1”;當繼電器動作時,FR1、FR2、FR3斷開主電路,則I0.3、I0.4、I0.5的輸入端為(wei) “0”。表7-4中的網絡1亦是如此。
表7-3 三級皮帶運輸機控製方法一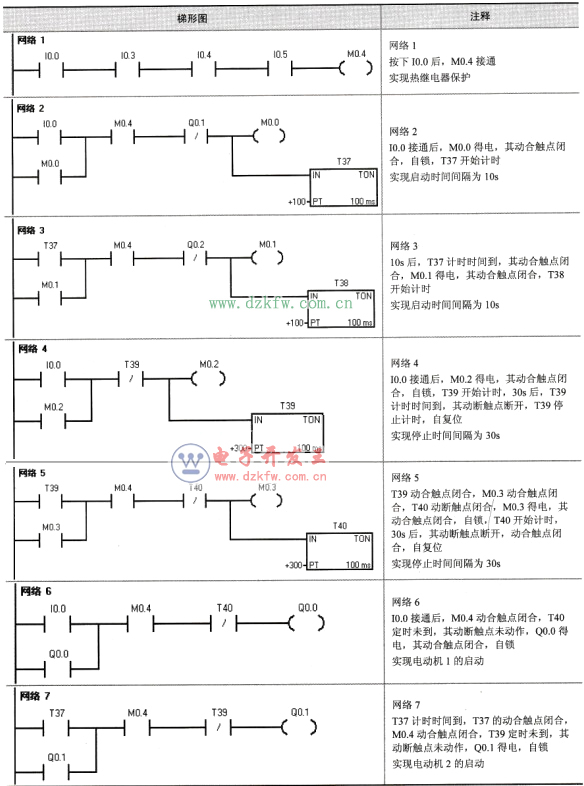

(2)方法二:複雜指令編程方法
表7-4是使用比較指令編寫(xie) 的程序,在程序中電動機的啟動和關(guan) 斷信號均為(wei) 短信號。在表7-4中,采用通電延時定時器T37實現M2和M3的啟動,采用斷電延時定時器T38實現3台電動機的停止。T38的定時值設定為(wei) 610,這使得再次按下啟動按鈕I0.0,T38不等於(yu) 600的比較觸點為(wei) 閉合狀態,M1能夠正常啟動。對比表7-3與(yu) 表7-4的程序可以發現使用一些複雜指令,可以使程序變得簡單。
表7-4 三級皮帶運輸機控製方法二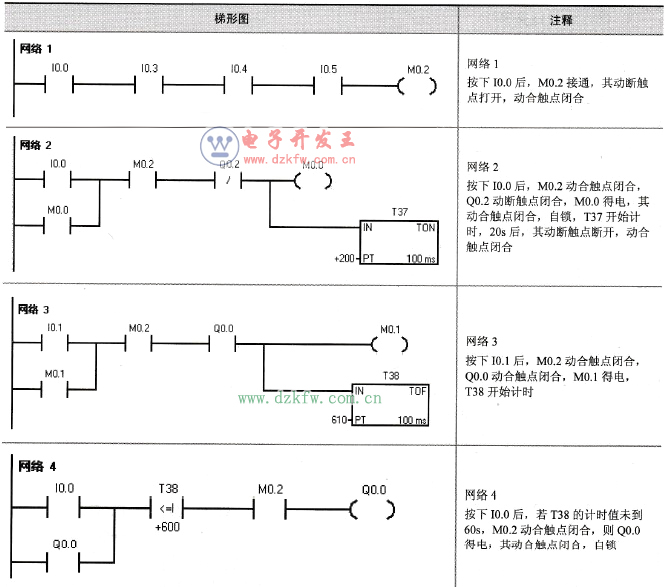

 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底