
全自動洗衣機的洗衣桶(外桶)和脫水桶(內(nei) 桶)是以同一中心安放的。外桶固定,作盛水用;內(nei) 桶可以旋轉,作脫水(甩幹)用。內(nei) 桶的周圍有很多小孔,使內(nei) 桶和外桶的水流相通。洗衣機的進水和排水分別由進水電磁閥和排水電磁閥來執行。進水時,通過控製係統將進水電磁閥打開,經進水管將水注入到外桶。排水時,通過控製係統將排水電磁閥打開,將水由外桶排到機外。洗滌正轉、反轉由洗滌電機驅動波盤的正、反轉來實現,此時脫水桶並不旋轉。脫水時,控製係統將離合器合上,由洗滌電機帶動內(nei) 桶正轉進行甩幹。高、低水位控製開關(guan) 分別用來檢測高、低水位。啟動按鈕用來啟動洗衣機工作,停止按鈕用來實現手動停止進水、排水、脫水及報警。排水按鈕用來實現手動排水。其示意圖如圖1所示。

圖1 全自動洗衣機示意圖
一、控製要求
該全自動洗衣機的控製要求可以用圖2所示的流程圖來表示。
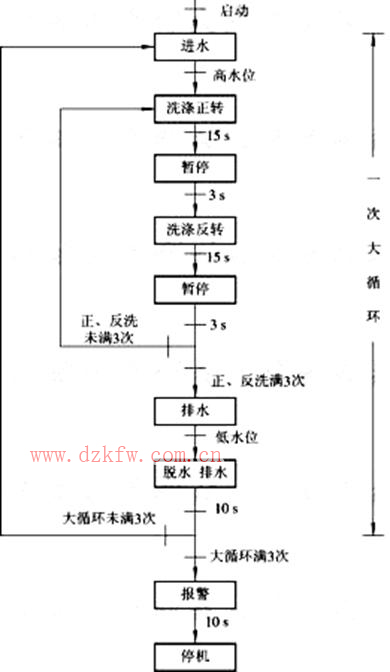
圖2 全自動洗衣機流程圖
按下啟動按鈕後,洗衣機開始進水。水滿時(即水位到達高水位,高水位開關(guan) 由OFF變為(wei) ON),plc停止進水,並開始洗滌正轉,正轉洗滌15s後暫停,暫停3s後開始洗滌反轉。反洗15s後暫停。暫停3s後,若正、反洗未滿3次,則返回從(cong) 正洗開始的動作;若正、反洗滿3次時,則開始排水。水位下降到低水位時(低水位開關(guan) 由ON變為(wei) OFF)開始脫水並繼續排水。脫水10s即完成一次從(cong) 進水到脫水的大循環過程。若未完成3次大循環,則返回從(cong) 進水開始的全部動作,進行下一次大循環;若完成了3次大循環,則進行洗完報警。報警10s後結束全部過程,自動停機。
此外,還要求可以按排水按鈕以實現手動排水;按停止按鈕以實現手動停止進水、排水、脫水及報警。
二、通道分配
1、I/O通道分配

表1 I/O通道分配
2、定時器/計數器通道分配

表2 定時器/計數器通道分配
三、I/O接線圖
根據I/O通道分配,I/O接線圖如圖3所示。
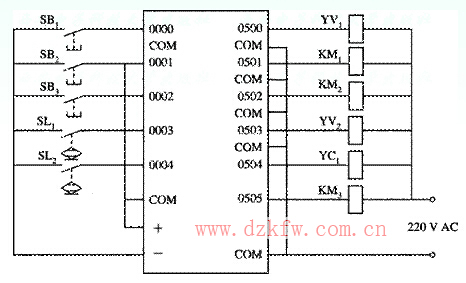
圖3 洗衣機的I/O接線圖
四、梯形圖程序設計

圖4 全自動洗衣機控製的梯形圖
按下啟動按鈕,0000為(wei) ON,1000為(wei) ON並自鎖,0500為(wei) ON,打開進水電磁閥。當水位到達高水位時,0003為(wei) ON,斷開進水電磁閥,同時0501為(wei) ON,電動機正轉,開始正向洗滌,並啟動定時器TIM00。15s後TIM00動作,使0501為(wei) OFF,停止正向洗滌,並啟動定時器TIM01,3s後TIM01動作,0502為(wei) ON,電動機反轉,開始反向洗滌,並啟動定時器TIM02。反洗15s後,TIM02動作,使0502為(wei) OFF,停止反向洗滌,並啟動定時器TIM03。經過3s的暫停,TIM03動作,使定時器TIM00、TIM01、TIM02、TIM03複位;使計數器CNT06計一次數,此時0501又為(wei) ON,重新進行從(cong) 正向洗滌開始到反向洗滌結束的小循環。直到計數器CNT06計滿3次數時,CNT06為(wei) ON,第一次洗滌過程結束,同時使計數器CNT06 複位,為(wei) 下一次洗滌過程的計數做好準備。在CNT06為(wei) ON的當前掃描周期,0503為(wei) ON,開始排水。當水位到達低水位時,0004由ON變為(wei) OFF,使0504為(wei) ON,接通脫水電磁離合器,並再次使0501為(wei) ON,使電動機正轉,開始脫水,並啟動定時器TIM04。10s後,TIM04動作,使脫水計數器CNT07計數一次,並使0503、0504為(wei) OFF,停止排水和脫水,結束從(cong) 進水到脫水的一次大循環。兩(liang) 個(ge) 掃描周期後,0501再次為(wei) ON,重新進行從(cong) 進水到脫水的下一次大循環,直到CNT07計滿3次後,使1000為(wei) OFF,結束洗衣的全部過程,0505為(wei) ON,報警蜂鳴器響10s後,停止報警。
在洗滌、排水和脫水的過程中,可隨時按下停止按鈕0001,停止操作。
 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底