
一、造粒機係統概述
造粒機是一種可將物料製造成特定形狀的成型機械,廣泛應用於(yu) 化工、石化、製藥、食品、礦冶、環保、印染、橡膠、塑料等領域。本實例主要針對造粒機的搖振進行控製,其對應的結構圖如圖11-1所示。其工作過程大致如下:啟動係統,漿料經進料口進入料鬥,同時將壓縮空氣引入料鬥,在造粒過程中,打開排風閥,並設置定時搖振,對漿料進行攪拌處理。當設置的搖振時間到,漿料和壓縮空氣關(guan) ,同時關(guan) 閉排風閥門,並延時一段時間。搖振操作結束後,噴霧和排風閥門再打開,繼續造粒。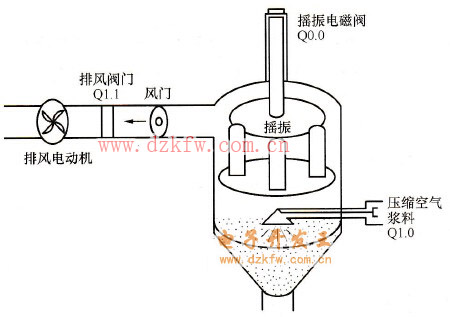
圖11-1 造粒機搖振工藝流程圖
本設計主要針對造粒機的搖振進行控製,在造粒過程中,設置定時搖振,當搖振時間到時,噴霧和主壓(壓縮空氣)關(guan) ,同時關(guan) 閉排風閥門。搖振結束後,噴霧和排風閥門都打開,繼續造粒。
二、控製係統硬件設計
1.係統輸入/輸出信號分析
根據上述的造粒機係統概述,可知該造粒機PLC控製係統的輸入信號有:控製造粒機搖振啟動,需要1個(ge) 啟動按鈕,控製造粒機搖振停止,需1個(ge) 停止按鈕,所以共需要2個(ge) 輸入端子。
輸出信號:本實例需要使用3個(ge) 電磁閥來分別控製搖振、噴霧和排風閥門,所以共需要3個(ge) 輸出端子。
2.PLC的輸入/輸出分配表
根據上述對該造粒機搖振PLC控製係統輸入/輸出信號的分析,可設計如表11-1所示的PLC輸入/輸出分配表。
表11-1 PLC的輸入/輸出分配表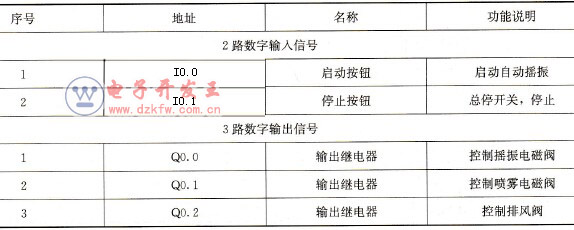
3.PLC選型
根據上述的PLC輸入/輸出分配表,參看表2-1,本實例中選用的PLC是西門子公司的S7-200係列小型PLC CPU222。
4.造粒機搖振PLC控製係統接線圖
根據前述的造粒機搖振工作流程以及PLC的輸入/輸出分配表,可畫出如圖11-2所示的PLC硬件係統接線圖。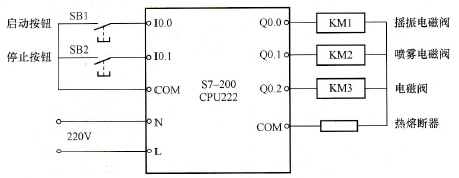
圖11-2 造粒機搖振PLC控製係統接線圖
三、造粒機搖振PLC控製程序
按照前述的造粒機工作原理,其造粒過程可描述如下:按啟動按鈕,I0.0輸入為(wei) 1,I0.0由動合變為(wei) 動斷,輔助繼電器M0.2線圈得電,動合觸點吸合並自鎖,然後輔助繼電器M0.1動斷觸點通電,啟動定時器T60,定時10ms。此時,T60的動合觸點閉合,使計數器C1開始計數,計60次,C1的動合觸點接通,使輔助中間繼電器M0.0線圈得電,動斷觸點接通,使C1複位,同時T60動合觸點吸合使輔助繼電器M0.1動斷觸點斷開,T60被複位,這樣循環下去,C1就每1s (1000ms)計數一次。
當計數值大於(yu) 0小於(yu) 54s時,即54s時間內(nei) 噴霧和風門開,搖振關(guan) 。當計數值大於(yu) 54s小於(yu) 60s時,即在6s時間內(nei) 搖振開,噴霧和風門關(guan) 。在程序下一次掃描時,M0.2動合觸點繼續接通,使T60動合觸點得電,動斷觸點斷開,C1又開始計數,這樣一直重複上述控製過程,直到停止按鈕I1.0輸人為(wei) 1,I1.0動斷觸點斷開,輔助中間繼電器M0.2線圈失電,其動合觸點斷開,控製過程終止。與(yu) 該過程相對應的造粒機搖振工藝流程圖如圖11-3所示,該過程對應的時序圖和控製邏輯圖分別如圖11-4和圖11-5所示。
造粒機搖振PLC控製程序如圖11-6~圖11-15所示。
(1)網絡1。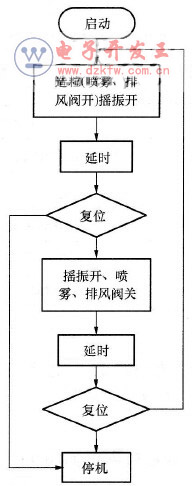
圖11-3 造粒機搖振PLC控製流程圖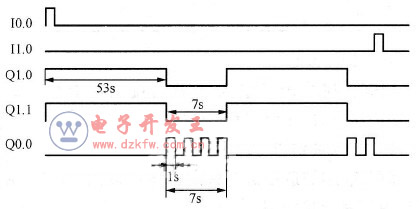
圖11-4 造粒機搖振時序圖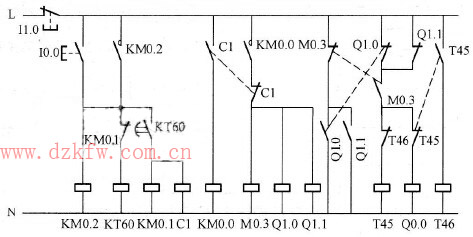
圖11-5 造粒機搖振邏輯控製圖
圖11-6 網絡1梯形圖及語句表
(a)梯形圖;(b)語句表
網絡1實現了係統的啟動和自鎖,按啟動按鈕,I0.0輸入為(wei) 1,I0.0常開變閉合,M0.2得電。按停止按鈕,I1.0輸人為(wei) 1,I1.0常閉變斷開,M0.2失電。M0.2為(wei) 輔助中間繼電器。
(2)網絡2。
網絡2用於(yu) 設定計時基數,其中M0.1為(wei) 中間繼電器的動斷觸點,T60為(wei) 100ms的定時器,定時1s。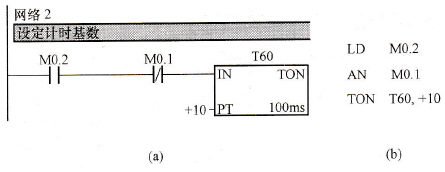
圖11-7 網絡2梯形圖及語句表
(a)梯形圖;(b)語句表
(3)網絡3。
網絡3實現對計數器的計數次數設置,其中M0.0為(wei) 中間繼電器觸點,複位C1,C1為(wei) 計數器,計數60次。
(4)網絡4。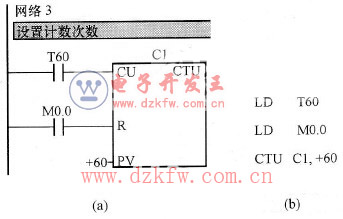
圖11-8 網絡3梯形圖及語句表
(a)梯形圖;(b)語句表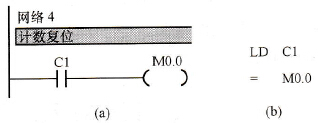
圖11-9 網絡4梯形圖及語句表
(a)梯形圖;(b)語句表
網絡4用於(yu) 計數複位。
(5)網絡5。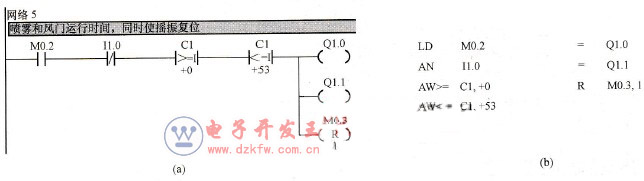
圖11-10 網絡5梯形圖及語句表
(a)梯形圖;(b)語句表
網絡5用於(yu) 設定噴霧和排風閥門運行時間,同時使搖振複位,即停止搖振。其中,M0.3為(wei) 中間繼電器,是控製搖振的電磁閥。
(6)網絡6。
網絡6用於(yu) 複位噴霧/關(guan) 排風閥門並開始啟動搖振。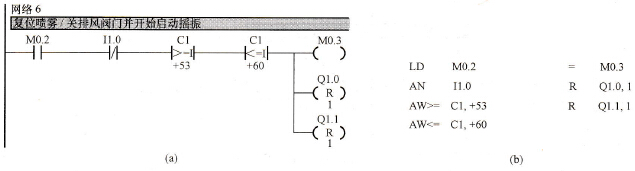
圖11-11 網絡6梯形圖及語句表
(a)梯形圖;(b)語句表
(7)網絡7。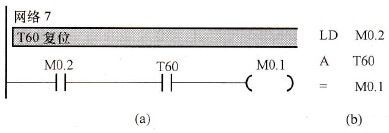
圖11-12 網絡7梯形圖及語句表
(a)梯形圖;(b)語句表
網絡7用於(yu) 複位T60。
(8)網絡8。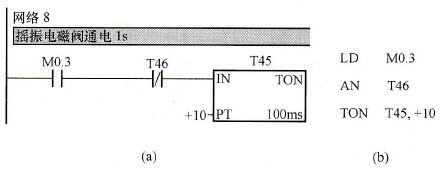
圖11-13 網絡8梯形圖及語句表
(a)梯形圖;(b)語句表
網絡8用於(yu) 設置搖振電磁閥的通電時間。
(9)網絡9。
網絡9用於(yu) 設置搖振電磁閥的失電時間。
(10)網絡10。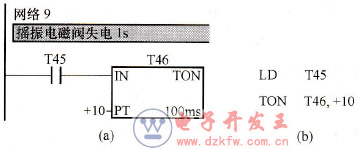
圖11-14 網絡9梯形圖及語句表
(a)梯形圖;(b)語句表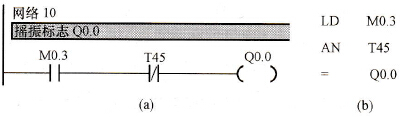
圖11-15 網絡10梯形圖及語句表
(a)梯形圖;(b)語句表
網絡10表示搖振,Q0.0閃爍表示搖振。
 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底