
醫藥、食品行業(ye) 有許多需要進行裝罐的工作,例如,膠囊或者藥丸顆粒的裝瓶、顆粒狀食物的裝瓶或者裝盒等。傳(chuan) 統的加工方法是采用人工操作,效率很低,又容易產(chan) 生顆粒數目差錯,而且工人勞動強度過大、不衛生。
自動數粒機控製係統,在製藥廠、食品廠等要求定粒數包裝的行業(ye) 非常流行。以100粒一小瓶包裝為(wei) 例,使用數粒機來確定藥丸粒數非常方便。數粒機結構非常簡單,但編程的算法是非常重要的,否則很難達到較高的控製精度。由於(yu) PLC具有功能齊全、應用靈活、維護容易、穩定可靠等特點,應用於(yu) 數粒機時既方便又快捷,所以在自動數粒機控製中得到了廣泛的應用。本節將介紹如何采用PLC來實現顆粒的自動灌裝。
一、 係統概述
如圖11-16所示,自動數粒機由機架、傳(chuan) 輸機構、下料機構、供料機構和控製器等部分組成。自動數粒機的傳(chuan) 送帶由傳(chuan) 輸電動機拖動,用於(yu) 傳(chuan) 送將要灌裝的容器。下料機構包括下料電動機、下料盤、下料道和出料口。下料盤由下料電動機拖動,將下料盤上的待裝物送到下料道,再經過料口裝入容器中。供料機構是用於(yu) 向下料盤提供裝物品的機構,它由螺杆供料器和儲(chu) 料箱組成。自動數粒機有3個(ge) 傳(chuan) 感器,一個(ge) 是容器傳(chuan) 感器,用來檢測傳(chuan) 送帶上是否有容器;另一個(ge) 是下料傳(chuan) 感器,用來檢測下料盤的每一等份的袋裝物品是否全部掉入下料道,這裏選用檢測距離為(wei) 10mm的接近開關(guan) 作為(wei) 下料傳(chuan) 感器;最後一個(ge) 是料位傳(chuan) 感器,用於(yu) 檢測下料盤是否需要供料,這裏采用雙位控製開關(guan) 作為(wei) 料位傳(chuan) 感器,安裝在下料盤中。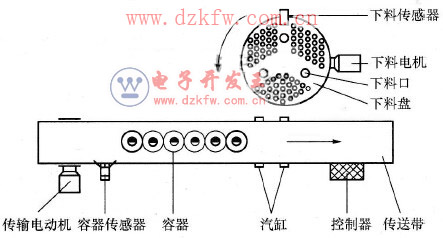
圖11-16 自動數粒機的結構簡圖
自動數粒機的工作過程可簡單描述如下:自動數粒機啟動後,傳(chuan) 輸電動機運行,傳(chuan) 送帶將待灌裝的容器送到出料口,在出料口的左右兩(liang) 側(ce) 裝有兩(liang) 個(ge) 汽缸,一個(ge) 是進容器汽缸,另一個(ge) 是擋容器汽缸,當進容器汽缸縮回而擋容器汽缸伸出時,傳(chuan) 送帶將容器送到出料口,然後進容器汽缸再伸出,將位於(yu) 出料口的容器鎖定位置,為(wei) 灌裝做好準備。容器到位後,下料電動機啟動運行,帶動下料盤旋轉,下料盤是分成幾個(ge) 等份、而每等份鑽有數目相同的1圓孔的圓盤,下料盤傾(qing) 斜安裝,上方為(wei) 待裝物品,下方是一塊刻有一個(ge) 下料孔的圓板。當下料盤旋轉(伴隨有振動)時待裝物品掉人圓口,每個(ge) 圓孔攜帶一個(ge) 待裝物品使預定數目的待裝物品隨下料盤一起轉動,當圓孔經過下料孔時待裝物品下落到下料道,經出料口裝入容器內(nei) 。這樣,下料盤的每一等份還沒有達到出料口之前就已將大等份的待裝物品經出料口裝入容器內(nei) 。待等份的待裝物品全部進入容器內(nei) ,擋容器汽缸收回,放走這個(ge) 已經裝滿的容器,完成對該容器的灌裝流程。已經灌裝的容器離開後,當容器汽缸伸出同時進氣缸縮回,下一個(ge) 容器到位,準備接下一等份的待裝物品,開始新的工作循環。
二、控製要求
自動數粒機工作流程圖如圖11-17所示,對係統的控製提出了以下要求: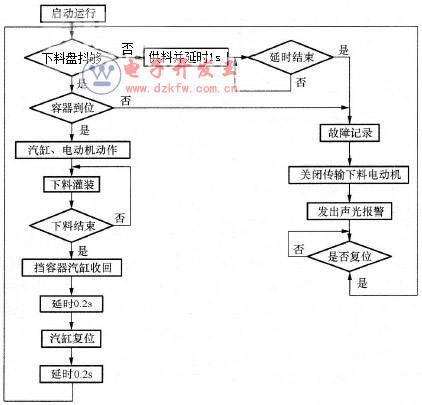
圖11-17 自動數粒機工作流程圖
(1)自動數粒機啟動後傳(chuan) 輸電動機運行,控製器應檢測容器是否到位和下料盤是否有足夠的待裝物品,隻有這兩(liang) 個(ge) 條件都滿足才能啟動下料電動機。
(2)自動數粒機在運行中一旦檢測不到容器或者下料盤的待裝物品不足時,立即停車並發出聲光報警;停車後經手動複位係統才能恢複運行。
(3)為(wei) 了能調節灌裝速度,自動數粒機的下料電動機采用變頻調速。傳(chuan) 輸電動機采用單相電動機,無需調速(自動數粒機的灌裝速度和下料速度有關(guan) ,與(yu) 傳(chuan) 輸電動機的速度無關(guan) )。
(4)由於(yu) 自動數粒機的下料道較長,待裝物品經下料孔到出料口的時間較長(大約2s),為(wei) 了提高灌裝速度,擋容器汽缸和進容器汽缸動作應迅速。
(5)應具有緊急停車的功能。
三、控製係統硬件設計
1.輸入/輸出信號分析
根據自動數粒機工作原理概述,可知該自動數粒機PLC控製係統的輸入信號有:檢測待裝物品是否全部進入下料道的下料傳(chuan) 感器1個(ge) ,檢測傳(chuan) 送帶上是否有容器的容器傳(chuan) 感器1個(ge) ,檢測下料盤是否需要下料的下料傳(chuan) 感器1個(ge) ,係統啟動、停止、複位按鈕各1個(ge) ,共需要6個(ge) 輸入端子。
輸出信號有:控製下料電動機運行的下料繼電器1個(ge) ,控製傳(chuan) 輸電機運行的傳(chuan) 輸繼電器1個(ge) ,控製供料電動機運行的供料繼電器1個(ge) ,控製進容器氣缸運動的進容器氣閥1個(ge) ,控製擋容器氣缸運動的擋容器氣閥1個(ge) ,係統運行指示燈1個(ge) ,故障指示燈1個(ge) ,報警蜂鳴器1個(ge) ,所以共需要8個(ge) 輸出端子。
2.PLC輸入/輸出分配表
根據上述對自動數粒機PLC控製係統的輸入/輸出信號分析,可設計如表11-2所示的PLC輸入/輸出地址分配表。
表11-2 PLC的輸入/輸出分配表
3.PLC選型
由於(yu) 控製係統共需要6個(ge) 輸入端子、8個(ge) 輸出端子,參看表2-1,本實例中選用西門子公司的S7-200係列小型機CPU224,該型號CPU提供14個(ge) 輸入點、10個(ge) 輸出點,符合係統的要求。
4.PLC硬件接線圖
根據PLC的輸入/輸出分配表,可設計如圖11-18所示的PLC硬件接線圖。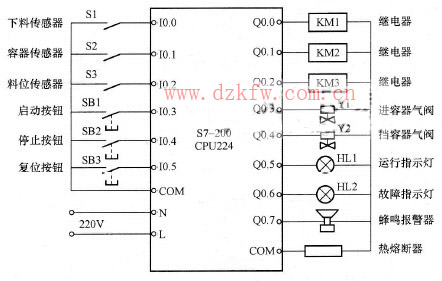
圖11-18 PLC硬件接線圖
四、PLC控製程序
自動數粒機的梯形圖如圖11-19所示,有了梯形圖後就不難寫(xie) 出自動數粒機的控製程序,將其通過個(ge) 人計算機編程係統輸入PLC,即可對自動數粒機進行控製。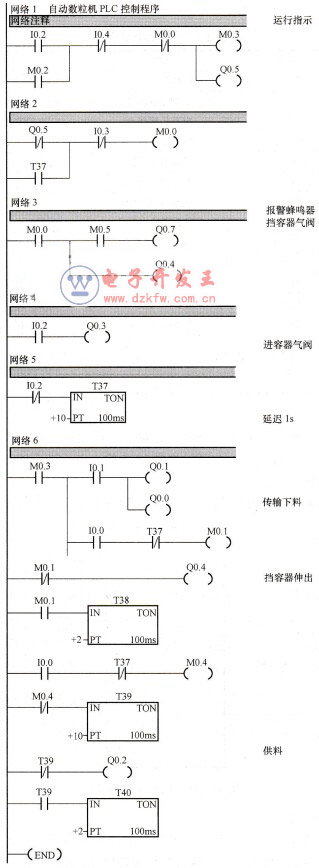
圖11-19 自動數粒機的PLC控製梯形圖
五、總結
該自動數粒機采用光電效應原理,當藥粒下落時,通過光電傳(chuan) 感器產(chan) 生的脈衝(chong) 信號輸入到高速PLC編程控製器,再通過電路和程序的配合實現計數功能,能保證其數粒準確度。容器由輸送機連續供給,當容器中填裝的藥片數量滿足PLC編程設定的參數值時,由氣動裝置間歇換容器。該係統采用獨立的光學檢測係統,可避免由粉塵造成的影響,從(cong) 而保證高水準數粒精度和速度;操作簡便,定位、換位精度高;可廣泛應用於(yu) 藥品、食品、化工等行業(ye) 包裝線上片劑、丸藥、軟硬膠囊、素片、糖衣片等其他形狀物料計數灌裝之用。
 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底