
PLC具有結構簡單、編程方便、功能完善、可靠性高、體(ti) 積小、維護方便等特點,近年來被廣泛地應用於(yu) 各種控製,如在製藥廠、水廠等一些對除塵要求比較嚴(yan) 格的車間,人或物進入這些場所前需要進行除塵處理,為(wei) 了保證除塵操作的嚴(yan) 格進行,避免人為(wei) 因素對除塵要求的影響,可以用PLC對除塵室的門進行有效控製。
本節主要介紹西門子S7-200係列PLC在某無汙染、無塵車間進門時對人或物進行除塵的過程。在本係統中,人或物進入無汙染、無塵車間前,首先需在除塵室嚴(yan) 格進行指定時間的除塵才能進入車間,否則門打不開,不能進入車間。
一、係統示意圖
除塵室除塵控製係統的原理示意圖如圖12-20所示。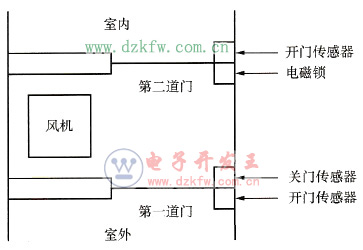
圖12-20 除塵室除塵原理示意圖
圖12-20中的第一道門處安裝有兩(liang) 個(ge) 傳(chuan) 感器,開門傳(chuan) 感器和關(guan) 門傳(chuan) 感器。除塵室內(nei) 有兩(liang) 台風機,用來對人或物除塵。第二道門上安裝有開門傳(chuan) 感器和電磁鎖,該鎖在係統控製下可自動鎖上或打開。另外,進入室內(nei) 時需要進行除塵處理,出門時不需要除塵。
二、工藝要求
(1)除塵室有兩(liang) 道門,兩(liang) 道門之間有兩(liang) 台風機,用來對人或物除塵,第二道門上安裝有電磁鎖,該鎖在係統控製下能自動鎖上或打開。
(2)入進入車間時必須先打開第一道門進入除塵室,除塵後方可進入室內(nei) 。當第一道門打開時,開門傳(chuan) 感器動作,第一道門關(guan) 上時關(guan) 門傳(chuan) 感器動作,第二道門打開時相應的開門傳(chuan) 感器動作。
(3)第一道門關(guan) 上後,風機開始吹風,電磁鎖把第二道門鎖上並延時20s(此延時時間可根據實際情況自由設定)後風機自動停止運行,電磁鎖自動打開,此時可打開第二道門進入室內(nei) 。
(4)人從(cong) 室內(nei) 出來時,第二道門的開門傳(chuan) 感器先動作,第一道門開門傳(chuan) 感器才動作。關(guan) 門傳(chuan) 感器動作與(yu) 進入時相同,但由於(yu) 此時不需要除塵,所以風機、電磁鎖均不動作。
三、控製係統硬件設計
1.輸入/輸出信號分析
此PLC控製係統相對比較簡單,根據現場實際情況可知,係統的輸入信號有:第一道門開門傳(chuan) 感器1個(ge) ,關(guan) 門傳(chuan) 感器一個(ge) ,第二道門開門傳(chuan) 感器一個(ge) ,所以共需要三個(ge) 傳(chuan) 感器接口,因此,需要3個(ge) 輸入端子。
輸出信號:需2個(ge) 繼電接觸器來控製兩(liang) 台風機,此外,還需控製進入第二道門的電磁鎖,共三個(ge) 執行元件,所以需要3個(ge) 輸出端子。
2.PLC的輸入/輸出分配表
根據上述的輸入/輸出信號分析,結合除塵室的除塵原理,可設計如表12-4所示的PLC輸入/輸出分配表。
表12-4 PLC輸入/輸出分配表
3.PLC選型
根據上述的PLC輸入/輸出信號分析,參看表2-1,本實例中PLC選擇西門子S7-200係列中的小型CPU222,帶繼電器輸出,CPU222有8路輸入和6路輸出,完全能夠滿足本實例中的控製要求。
4.PLC硬件接線圖
根據前述的輸入/輸出分配表,可畫出如圖12-21所示的除塵室PLC控製係統的簡單接線圖。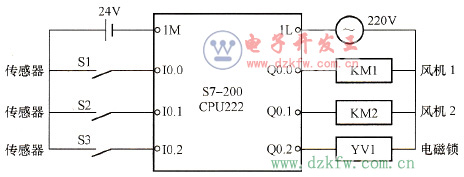
圖12-21 控製係統簡單接線圖
四、控製程序設計
根據工藝要求編製相應的控製程序,除塵室控製係統梯形圖及其對應的語句表如圖12 22所示。在程序中,用到了SM0.1、SM0.5和置位、複位等指令,設計一個(ge) 定時器T37,以保證20s的延時進行徹底除塵。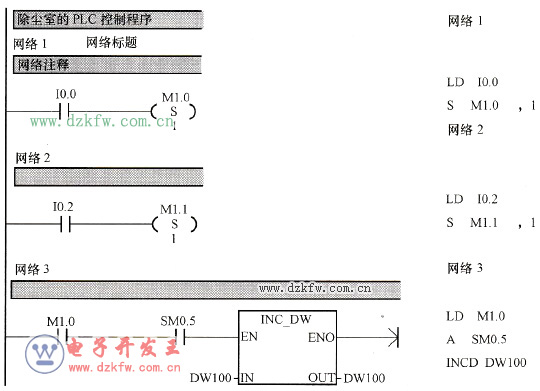
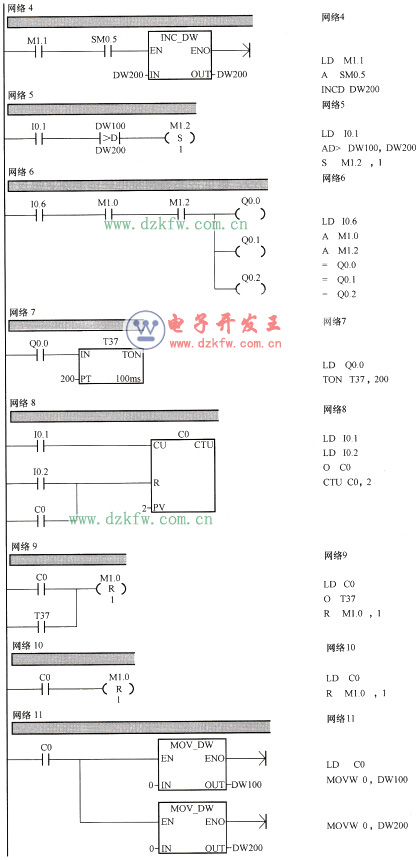
圖12-22 除塵室控製係統梯形圖及語句表
 返回頂部
返回頂部 刷新頁麵
刷新頁麵 下到頁底
下到頁底